



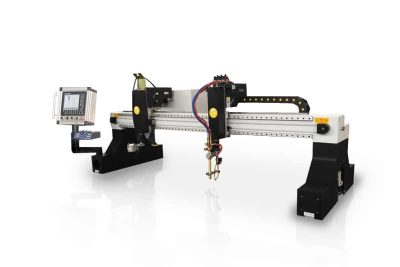





Máy cắt Plasma CNC EMC-3000 là dòng máy gia công kim loại đa chức năng như cắt kim loại dày, cắt bản mã, hoa văn sắt mỹ thuật, trang trí nội thất và ngoại thất. Máy cắt Plasma CNC do EMC cung cấp đảm bảo chất lượng và giá cả phải chăng nhất.
Video sản máy cắt Plasma CNC:
Máy cắt Plasma CNC EMC-3000 gia công kim loại.
Máy cắt Plasma CNC EMC-3000 là một trong những dòng máy plasma mới nhất tại EMC, với nhiều cải tiến, nâng cấp toàn diện về cơ khí và các tính năng về phần mềm.
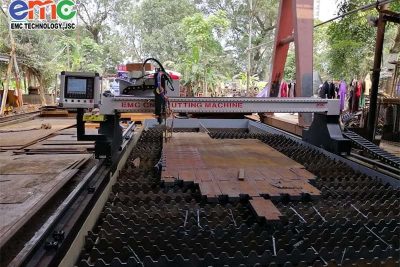
EMC-3000 là dòng máy cắt CNC Plasma 2 ray tại EMC. EMC-3000 ứng dụng nhiều cho các doanh nghiệp gia công cơ khí hạng nặng như: Đóng tàu, kết cấu thép, nồi hơi bồn bể, dịch vụ cắt bản mã… Ngoài ra các xưởng gia công nhỏ, cũng nên cân nhắc đầu tư dòng máy cắt cao cấp này.

Thông số kỹ thuật máy cắt Plasma CNC EMC-3000.
| Nguồn vào (V) | 220 |
| Công suất (W) | 2000 |
| Phương pháp cắt | Gas/Plasma |
| Phạm vi cắt hữu ích(mm) | 2000x6500mm |
| Chiều rộng ray trục X (mm) | 3000 |
| Chiều dài ray trục Y (mm) | 8000 |
| Chuyển động X | 01 Servo motor + driver Panasonic |
| Chuyển động Y | 02 Servo motor + driver Panasonic |
| Số đầu cắt trên trục X | 1 đầu cắt gas (5 đường khí) và 1 đầu Plasma |
| Phạm vi lên xuống của mỏ cắt (mm) | 150 |
| Tốc độ cắt (mm/phút) | 10000 |
| Tốc độ di chuyển không tải | 15000 |
| Phạm vi cắt bằng gas -cắt biên (mm) | 5~200(mm) |
| Phạm vi cắt bằng gas -đục lỗ (mm) | 5~60(mm) |
| P/v cắt bằng Plasma | Phụ thuộc nguồn cắt Plasma |
| Độ chính xác (mm/mét dài) | ±0.1 |
| Bộ điều khiển | EMC-D430 |
Máy cắt Plasma CNC EMC-3000 có những ưu điểm vượt trội.
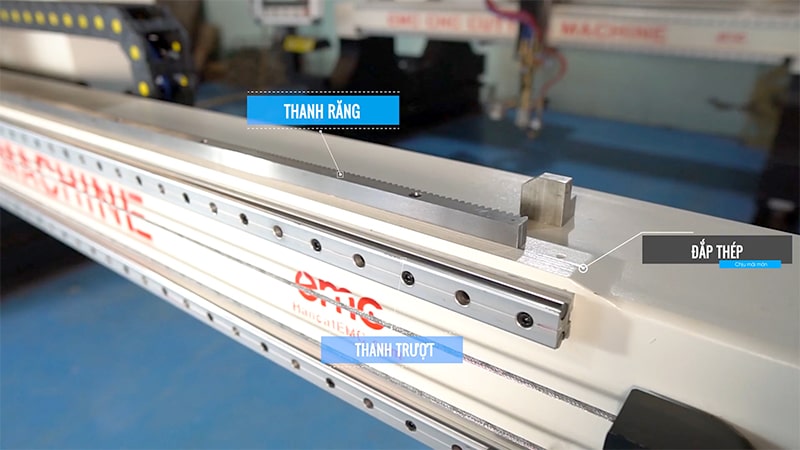
1. Hệ thống khung bệ và truyền động trục X máy cắt Plasma CNC.
Khung bệ trục X của máy cấu tạo từ thép hộp, được đắp bằng thép chịu mài mòn, trước khi phay bằng hệ thống máy CNC hiện đại có độ chính xác rất cao, rồi mới gá lắp thanh trượt.
Thanh trượt, thanh răng được làm từ thép có độ cứng cao tránh việc bị hỏng hóc sau một thời gian sử dụng. Đây là yếu tố rất quan trọng quyết định tới độ sai số truyền động trong quá trình là việc (máy bị rung lắc khi chạy với tốc độ cao) và sai số vị trí sau khoảng vài năm làm việc (sai số về cơ khí)
2. Hệ thống Rail và truyền động trục Y của máy cắt Plasma CNC.
Truyền động trục Y bằng loại ray 24kg/m, được làm bằng thép chịu mài mòn có độ cứng cao giúp máy chạy êm ái, không bị rung lắc.
Truyền động bằng động cơ Dual AC Servo Panosonic, cùng hộp số hành tinh NS60-40 thay dây đai cho độ rơ bằng 0, giúp máy chạy ổn định và chính xác. Với hai bộ động cơ Servo Panasonic chạy hai bên giúp tải kéo khỏe làm máy chạy êm ái hơn.
Bích giá động cơ được làm từ gang đúc, tránh co ngót vật liệu do biến dạng nhiệt, cùng bạc lót bằng đồng tránh mài mòn.
3. Hệ thống đầu cắt Gas/Plasma
Máy được thiết kế 2 tool oxy-gas và Plasma độc lập có thể thay đổi khoảng cách giữa 2 mỏ cắt. Khi cắt Plasma có thể kéo mỏ gas sang 1 bên để tránh bắn tóe Plasma làm ảnh hưởng đến mỏ còn lại.
Đặc biệt với chế độ cắt Oxy/gas của máy cắt cnc EMC có nhiều ưu điểm như:
Hệ thống đầu cắt gas với 5 đường khí thường thấy trên các dòng máy xuất xứ châu Âu, nay đã được tích hợp trên CNC EMC-3000. Với hệ thống 5 đường khí sẽ giúp việc cắt Oxy Gas nâng cao hiệu quả đục lỗ lên 80%.
01 hệ thống nâng hạ mỏ cắt gas – kèm theo:
- 01 mỏ gas và 03 bộ bép cắt.
- 01 bộ đánh lửa tự động.
- Cử đo góc nghiêng khi cắt sát mép.
01 hệ thống nâng hạ mỏ cắt Plasma – kèm theo:
- 01 bộ nâng hạ chiều cao tự động Plasma THC EMC V5.0 Pro.
- 01 bộ tách áp chống nhiễu Plasma.
- 01 bộ chống đập mỏ cắt Plasma.
4. Bộ điều khiển CNC EMC-D430.
Bộ điều khiển CNC EMC-D430 được thiết kế đặc biệt để hoạt động ổn định trong môi trường khắc nghiệt như: bụi bặm, ẩm mốc, nhiệt độ cao…
Với những tính năng thông minh vượt trội.
Đặc biệt giao diện đã được Việt hóa hoàn toàn, giúp công nhân dễ dàng vận hành thao tác hay xử lý các sự cố.
Bảng điều khiển là nơi để chứa bộ điều khiển giúp dễ dạng thao tác. Bảng điều khiển trên máy cnc EMC-3000 có thể xoay 180 độ.

5. Bộ điều khiển nâng hạ mỏ cắt Plasma tự động THC EMC-V5.0 Pro.
Phản ứng nhanh khi vật cắt bị cong vênh để giữ ổn định chiều cao mỏ cắt. Có thể thiết lập ở hai chế độ tự động (auto) và bằng tay (Manual).
Phù hợp với mọi nguồn cắt plasma.
Giao diện tiếng Việt thân thiện dễ dàng sử dụng.
Sẵn chế độ điều chỉnh thời gian Delay khi đục lỗ, chiều cao đục lỗ, chế độ test chiều ….Hỗ trợ chế độ touch plate (Chế độ chạm nhẹ vào phôi để lấy điểm zero, mà không cần lực).
Ứng dụng rộng rãi cho việc đục lỗ tôn mỏng, hoặc tôn bị cong vênh mà không bị hỏng bép. (Chỉ có ở EMC-V5.0 Pro)

6. Tủ điện và tủ điều khiển được thiết kế chuyên nghiệp.
Tủ điện của “máy cắt Plasma CNC” được thiết kế chuyên nghiệp khi được gắn liền trực tiếp trên thân máy giúp giảm thiểu được diện tích.
Tủ điện có đầy đủ các thiết bị bảo vệ như: Cầu chì ngắn mạch, Attomat, rơ le cách ly, lọc nhiễu, biến áp cách ly và bộ nguồn nuôi riêng.
7. Hệ thống máng xích giúp bảo vệ dây điện.
Hệ thống máng đỡ xích cáp giúp bảo vệ dây điện tránh các ngoại lực. Có thể dễ dàng ghép nối từng cái với nhau.
Máng xích nhựa có chức năng: Kéo chuỗi, bảo vệ các dây điện dây cáp của máy CNC Plasma.
Vật liệu: Nhựa kỹ thuật cao cấp thân thiện với môi trường.
Đặc tính: có khả năng chống mài mòn, chịu nhiệt, cách điện tốt. Có độ bền cơ học cao, dễ dàng lắp ráp.
8. (Remote) Bộ điều khiển từ xa cho máy cắt Plasma CNC.
Bộ điều khiển từ xa cầm tay, với đầy đủ tính năng như trên bộ điều khiển CNC.
Trong suốt quá trình vận hành, người thợ sẽ không cần phải đứng máy để trông coi, mà có thể đi làm việc khác. Khi cần thao tác từ xa, sẽ vận hành trên điều khiển từ xa cầm tay.
Video máy cắt Plasma CNC đa năng EMC-3000 chất lượng cao.
máy cắt Plasma CNC đa năng EMC-3000 chất lượng cao
Một số tính năng cao cấp trên bộ điều khiển máy cắt Plasma CNC EMC-D430:
1. Chế độ căn tôn thông minh.
Bộ điều khiển thông minh máy cnc, kết hợp với đèn laze soi tôn, sẽ tự xoay bản vẽ trên máy theo độ lệch của tôn mà không cần phải đặt tôn song song với máy. Việc này sẽ tiết kiệm được thời gian căn chỉnh tôn và tránh thiếu hụt chi tiết. Kết hợp với điều khiển từ xa đi kèm theo máy, giúp thao tác vận hành trở nên dễ dàng.
2. Chức năng cắt từ biên để tránh đục lỗ khi cắt tấm dày.
Khi cắt thép tấm có chiều dày từ 60mm~200mm, việc đục lỗ xuyên thủng mất rất nhiều thời gian để nung nóng, khi đục cực kỳ khó khăn và hại bép. Bộ điều khiển phải có tính năng cắt từ biên, từ lỗ khoan bất kỳ hoặc bất kỳ từ vị trì nào đã cắt trước đó. Việc này sẽ rút ngắn thời gian nung, tránh hư hại bép cắt.
Với bộ điều khiển máy CNC thông thường, việc khoan lỗ mồi đòi hỏi phải chính xác sẽ rất khó khăn và mất rất nhiều thời gian.
3. Bộ điều khiển máy cắt Plasma CNC có chức năng tự động nhớ trạng thái của mỏ cắt.
Khi bị mất điện đột ngột hoặc xẩy ra các sự cố ngoài ý muốn mà bắt buộc phải dừng máy. Khi bật nguồn trở lại, chỉ cần nhấn 1 nút duy nhất, máy sẽ tự động tìm đến vị trí trước khi xẩy ra lỗi để cắt tiếp. Kể cả khi người vận hành vô ý di chuyển máy sang vị trí khác.
Các bộ điều khiển thông thường không có chức năng này, khi mất điện sẽ làm hỏng các phôi còn lại. Việc xử lý để cắt tiếp mất rất nhiều thời gian và công sức của người vận hành.
4. Có chức năng tiến lùi theo biên dạng cắt và cắt tại bất kỳ vị trí nào trên đường cắt đó.
Trong khi cắt Gas việc bỏ lửa hoàn toàn có thể xảy ra do các nguyên nhân như gặp xỉ, hết gas oxy…Hoặc trong lúc ” máy cắt Plasma CNC ” việc điều chỉnh dòng cắt, tốc độ cắt, chiều cao cắt chưa hợp lý dẫn tới cắt không đứt vật liệu mà máy vẫn chạy. Lúc này máy phải có chức năng lùi về vị trí bỏ lửa, tiếp tục nung và cắt.
5. Cutting Return.
Khi cần thay bép, vệ sinh bép cắt…Chỉ cần di chuyển mỏ cắt ra vị trí thuận lợi, thay xong máy sẽ tìm về vị trí cũ để cắt tiếp.
6. Bộ điều khiển máy cắt CNC Pasma tự động giảm tốc độ khi vào góc cua.
Bản chất của cắt “Plasma CNC” hay “Oxy Gas” là dùng luồng khí đế phá vỡ liên kết kim loại, nên khi chạy sẽ kéo vệt (ngọn lửa sẽ bị kéo cong). Nếu vẫn giữ nguyên tốc độ đó để bẻ góc cua, phôi cắt sẽ bị vát góc mặt dưới hoặc góc cua không vuông mà bị vát tròn.
Vì vậy bộ điều khiển phải dựa vào tôn dày mỏng khác nhau để tính toán giảm tốc độ khi vào góc. Mục đích giảm tốc độ là chờ ngọn lửa thẳng hoàn toàn rồi mới bẻ góc cua, làm góc cua luôn vuông thành sắc cạnh.
7. Tính năng offset.
Mặc dù bản vẽ đã được xác lập, sắp xếp trên tấm tôn và chuyển đổi thành file CNC, nạp vào bộ điều khiển. Tuy nhiên nếu tấm tôn đã bị cắt dang dở, không còn nguyên tấm thì đương nhiên file đó sẽ không dùng được mà phải đo lại tôn, sắp xếp lại bản vẽ sẽ mất thời gian.
Với bộ điều khiển EMC-D430 có tính năng offset file, sẽ sắp xếp từng bản vẽ và đẩy vào những vị trí thích hợp để tiết kiệm tôn.
* Chú ý: Nhằm mục đích cải tiến kỹ thuật, các thông số kỹ thuật và cấu hình máy có thể được thay đổi mà không thông báo trước.
Lý do bạn nên chọn máy cắt CNC Plasma EMC.
EMC tự hào là một thương hiệu uy tín, có kinh nghiệm 10 năm trong lĩnh vực cung cấp máy cắt cnc. EMC là “Thương hiệu tin cậy – Sản phẩm chất lượng – Dịch vụ tận tâm” do người tiêu dùng bình chọn năm 2017 được Bộ Khoa Học Công Nghệ tổ chức.
1. Về chất lượng sản phẩm.
Máy cắt CNC Plasma do công ty EMC cung cấp là hàng nhập nguyên đai nguyên kiện, có chứng nhận CO-CQ xác thực nguồn gốc xuất xứ và chất lượng. Các linh kiện máy móc sử dụng của các hãng nổi tiếng như Panasonic.
2. Về trình độ Kỹ Thuật
Trình độ kỹ thuật của EMC được đặt lên hàng đầu. Kỹ thuật EMC sẽ được đào tạo chuyên sâu cả trong và ngoài nước. Thường xuyên được tham gia các khóa học nâng cao tình độ về CNC Plasma tại nước ngoài.
3. Về sự uy tín
EMC với kinh nghiệm 10 năm trong lĩnh vực cnc với gần 1000 máy cắt cnc trong đó có cả “máy cắt CNC Plasma EMC-3000” cho khắp các tỉnh thành Việt Nam và cả nước ngoài.
EMC có 2 chi nhánh tại Hà Nội và Thành Phố Hồ Chí Minh để khách hàng thuận tiện việc tham khảo máy.
4 .Về chế độ bảo hành.
Thời gian bảo hành lên đến 12 tháng, ngoài ra khách hàng sẽ được hỗ trợ kỹ thuật trọn đời.
Không hạn chế về số nười và số lần học về vận hành máy cắt CNC Plasma.
Thường xuyên cập nhật các mẫu hoa văn file chuẩn cho khách hàng. Có nguyên một group cộng động để hỗ trợ, và giao lưu, học hỏi về CNC.
Có các khóa học onlne thông qua hình thức livestream để chia sẽ kiến thức mới cho khách hàng.
5. Các ưu đãi của máy cắt Plasma CNC.
Khách hàng sẽ được vận chuyển, lắp đặt, và chuyển giao công nghệ hoàn toàn Miễn Phí.
Kỹ thuật sẽ xuống tận xưởng khách hàng để đào tạo về các kỹ năng và kỹ thuật cắt CNC Plasma.
Được tặng kèm một quyển album về hoa văn cửa cổng vách ngăn để khách hàng dễ dàng tìm kiếm file phục vụ cắt thuê.
Đăng ký nhận Báo Giá Máy cắt CNC Plasma
Liên hệ hotline: 0986.968.695 để nhận ưu đãi bộ hoa văn hơn 1000 File bao gồm cửa cổng, vách ngăn, tranh treo tường kèm theo một quyển catalog hoa văn nêu trên. Và còn nhiều ưu đãi bất ngờ khác đang chờ đón bạn tại máy cắt Plasma CNC EMC.





Nguyễn Văn Tuấn –
Kết cấu máy vững chắc – cắt nhanh đẹp
Đạt –
Máy cắt plasma cnc kết cấu vững chắc, cắt được ở tốc độc cao vẫn cho độ chính xác cao