Cắt laser kim loại thép nhẹ và thép không gỉ có lịch sử lâu đời và là một trong những ứng dụng chính của laser CO2. Tuy nhiên theo truyền thống, laser CO2 không cung cấp một giải pháp tốt để cắt các vật liệu có độ phản xạ cao.
Laser sợi quang có bước sóng phát xạ khoảng 1,07 µm, so với 10,6 µm đối với các lựa chọn thay thế CO2 truyền thống. Ánh sáng laser 1,07 µm không chỉ bị phản xạ ít hơn và do đó được hấp thụ dễ dàng hơn, mà bước sóng ngắn hơn có thể được hội tụ vào một điểm có đường kính bằng 1/10 đường kính của chùm tia CO2. Điều này cung cấp mật độ năng lượng cao hơn đáng kể, làm cho việc cắt kim loại dễ dàng hơn. Ở mức mật độ công suất cao như vậy, các kim loại như đồng và đồng thau nhanh chóng chuyển sang trạng thái nóng chảy, do đó chùm tia laze nhanh chóng vượt qua rào cản phản xạ của các kim loại đó để bắt đầu quá trình cắt hiệu quả. Việc cắt những kim loại như vậy đã cho thấy là một thách thức khi sử dụng laser CO2 hoặc laser gần IR có công suất cực đại thấp.
Các kim loại phản chiếu khi cắt laser là gì?
Đồng, đồng thau, bạc, vàng và nhôm có tính phản xạ cao với ánh sáng hồng ngoại ở trạng thái rắn. Tuy nhiên, nhôm không được coi là kim loại phản chiếu cho mục đích thực tế của việc cắt laser kim loại.
Tại sao việc cắt đồng thau và đồng bằng laser lại là một thách thức lớn?
- Khả năng hấp thụ ánh sáng laser hồng ngoại thấp khiến những kim loại này khó bị cắt.
- Đồng và đồng thau (hợp kim đồng-kẽm) là những vật phản xạ tốt (và do đó hấp thụ kém) ánh sáng laser hồng ngoại (IR), đặc biệt là ở trạng thái rắn của chúng.
- Đồng nguyên chất phản xạ> 95% bức xạ gần IR (bước sóng ~ 1 µm) ở trạng thái rắn.
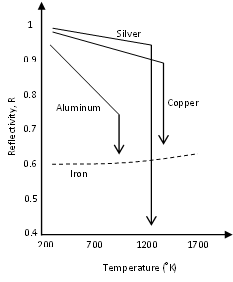
- Hệ số phản xạ của đồng và các kim loại phản xạ khác giảm khi kim loại nóng lên và giảm mạnh khi vật liệu nóng chảy (ví dụ: xuống <70% đối với đồng ở trạng thái nóng chảy) như trong hình dưới đây. Những kim loại này hấp thụ năng lượng laser nhiều hơn đáng kể ở trạng thái nóng chảy.
Các sự cố thường gặp khi cắt kim loại phản quang bằng laser
Khi chọn quy trình cắt, fiber laser được tối ưu hóa, chùm tia laser sẽ nhanh chóng làm tan chảy bề mặt của vật liệu phản chiếu để sau đó tương tác với kim loại nóng chảy hấp thụ hơn và bắt đầu quá trình cắt hiệu quả, ổn định. Lựa chọn sai thiết lập laser hoặc sử dụng các thông số quy trình không tối ưu có thể dẫn đến việc laser ở quá mức với kim loại rắn và do đó lượng ánh sáng phản xạ lại quá nhiều. Quá nhiều phản xạ lại dẫn đến quá trình cắt không hiệu quả và có khả năng gây hại cho quang học.
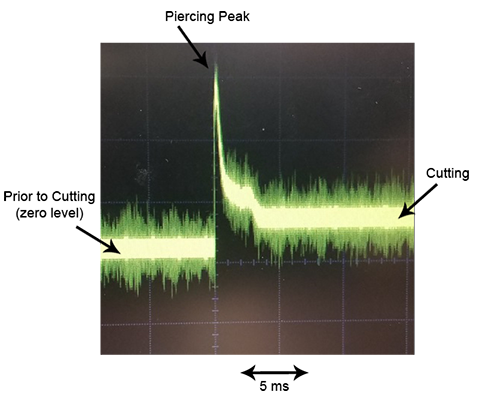
Giai đoạn quan trọng trong việc cắt kim loại phản chiếu là bắt đầu của quá trình, đặc biệt là giai đoạn xuyên qua khi tia laser tương tác với kim loại rắn. Sau khi vết cắt được thiết lập, tia laze chủ yếu tương tác với vật liệu nóng chảy.
Các yếu tố quan trọng để cắt thành công bằng laser sợi quang đồng và đồng thau là gì?
Các thông số quy trình sau đây có liên quan đến xuyên và cắt đồng và đồng thau bằng laser sợi quang:
Tốc độ cắt
Lùi lại so với tốc độ tiến dao tối đa mà quy trình có thể hỗ trợ khoảng 10 – 15% để tránh bất kỳ rủi ro nào mà vết cắt sẽ dập tắt, do đó áp dụng mức năng lượng chùm cao cho vật liệu ở trạng thái phản xạ tốt nhất. Nếu nghi ngờ, hãy bắt đầu với tốc độ chậm hơn mức bạn biết mà quy trình có thể hỗ trợ. Dành đủ thời gian để đảm bảo lỗ xuyên qua trước khi di chuyển để bắt đầu cắt.
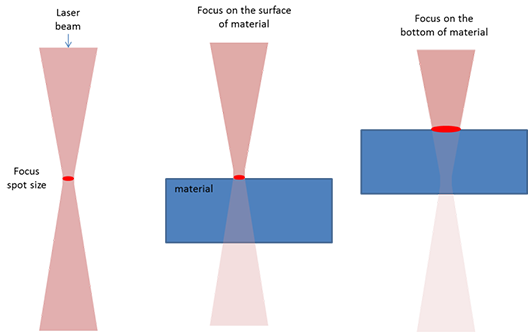
Vị trí tiêu điểm
Đặt vị trí lấy nét càng gần bề mặt trên cùng với chất lượng vết cắt cho phép. Điều này giảm thiểu lượng vật liệu bề mặt tương tác với chùm tia khi bắt đầu quá trình, do đó tối đa hóa mật độ công suất của chùm tia, dẫn đến tan chảy nhanh hơn.
| Độ dày đồng | 0,04 inch 1 mm |
0,06 inch 1,5 mm |
0,08 inch 2 mm |
0,12 inch 3 mm |
0,16 inch 4 mm |
0,25 inch 6 mm |
| Công suất đỉnh tối thiểu cần thiết | 1000 watt | 1000 watt | 1500 watt | 2000 W. | 3000 Watts | 4000 Watts |
Cài đặt nguồn
Sử dụng công suất cực đại tối đa có sẵn cho việc xuyên và cắt làm giảm thời gian vật liệu ở trong điều kiện phản xạ tốt nhất. Biểu đồ trên có thể được sử dụng như một hướng dẫn thận trọng để bắt đầu quá trình phát triển.
Khí cắt
Khi xuyên và cắt đồng, sử dụng oxy áp suất cao (100-300 psi tùy thuộc vào độ dày) thường được sử dụng làm khí cắt để tăng độ tin cậy của quy trình. Khi oxy được sử dụng, sự hình thành oxit đồng trên bề mặt làm giảm hệ số phản xạ. Đối với đồng thau, khí cắt nitơ hoạt động tốt.
Cắt đồng bằng máy cắt laser công suất cao
Với việc ra mắt dòng máy cắt laser công suất cao EMC-2060HPM đã giải quyết được những hạn chế trong việc gia công cắt đồng tấm. Được tích hợp các công nghệ thông minh, EMC-2060HPM có thể gia công cắt kim loại đồng lên đến 12mm – 15mm mà không có bất kỳ trở ngại nào. Sản phẩm có độ chính xác cao. Kết hợp với khả năng cắt nhanh, nhiệt độ cắt đối với đồng có thể tăng lên 2000oC – 3000oC mà không làm biến đổi tính chất cấu trúc bên trong đồng và vùng ảnh hưởng nhiệt rất ít mở rộng, không cong vênh do nhiệt.
Quý khách có nhu cầu đầu tư máy cắt laser vui lòng gọi hotline: 0986.968.695 để EMC tư vấn và báo giá!