Cong vênh trong quá trình cắt laser có thể dẫn đến biến dạng không mong muốn ở các bộ phận của bạn, ảnh hưởng đến chức năng và tính thẩm mỹ. Bài viết này đi sâu vào nguyên nhân gây cong vênh, chẳng hạn như ứng suất cơ học và nhiệt, và việc loại bỏ ứng suất bên trong trong quá trình cắt. Bài viết cũng khám phá cách các vật liệu khác nhau, như kim loại, ván ép, MDF và nhựa, phản ứng với các ứng suất này. Ngoài ra, chúng ta cũng sẽ thảo luận về các mẹo thực tế để ngăn ngừa cong vênh, cả trước và sau khi cắt, và đưa ra các giải pháp để xử lý các bộ phận bị cong vênh nhằm đảm bảo kết quả tốt nhất cho các dự án của bạn.
Warping là gì?

Cong vênh là hiện tượng uốn cong hoặc biến dạng không mong muốn của các bộ phận. Cho dù bạn muốn các bộ phận của mình phẳng, vuông, cong, tròn, v.v., nếu chúng bị uốn cong hoặc xoắn một cách vô ý, thì đó là cong vênh. Cong vênh không cố ý hoặc không mong muốn là những gì chúng ta sẽ tập trung vào trong bài viết này.
Nguyên nhân nào khiến các bộ phận cắt bằng laser bị cong vênh?
Có nhiều lý do khiến một bộ phận cắt bằng laser có thể bị cong vênh, nhưng về cơ bản, điều này xảy ra do ứng suất bên trong bộ phận trở nên mất cân bằng. Hầu hết các vật liệu giữ nguyên hình dạng của chúng (dù phẳng hay cong) do cách chúng chịu ứng suất. Tạo ra sự mất cân bằng và hình dạng của bộ phận sẽ thay đổi cho đến khi đạt đến trạng thái cân bằng. Sự mất cân bằng có thể do ứng suất tăng hoặc giảm không đều trong bộ phận. Hoặc có thể do loại bỏ một phần vật liệu chịu ứng suất.

Nếu điều đó nghe có vẻ khó hiểu, hãy nghĩ đến việc cố tình tạo ra một đường cong trên một tấm kim loại. Nó hoạt động theo cùng một cách chính xác. Phần phẳng được giữ phẳng vì các ứng suất bên trong tác dụng đều lực căng và lực nén để giữ phẳng. Để tạo ra một đường cong cố định trong một phần, bạn di chuyển vật liệu đủ để tạo ra thêm ứng suất bên trong phần đó. Sau đó, phần đó bật trở lại vị trí mà các ứng suất bên trong lại cân bằng. Vì bạn đã đưa vào các ứng suất mới, nên hình dạng cân bằng mới không phẳng mà cong. Đây cũng là lý do tại sao việc tạo ra một đường cong 90 độ trong một vật liệu gần như luôn yêu cầu bạn phải đẩy vật liệu hơi quá 90 độ và để nó bật trở lại góc mong muốn. Cơ chế cong vênh cũng giống như vậy, điểm khác biệt là sự thay đổi hình dạng có chủ ý hay không.
Hãy cùng xem xét một số ví dụ cụ thể hơn:
Ứng suất cơ học
Giống như chúng ta đã thảo luận ở trên, ứng suất cơ học có thể khiến một bộ phận cong vênh. Siết chặt một mẫu bu lông không đều có thể khiến các bộ phận cong vênh. Nếu bạn đã từng siết chặt đai ốc bánh xe trên bánh xe ô tô, bạn biết rằng bạn cần phải siết chúng đều, nếu không bạn có thể làm cong bánh xe. Kiểu cong vênh này có thể là vĩnh viễn, nghĩa là khi lực được loại bỏ, bộ phận vẫn bị biến dạng. Hoặc sự cong vênh có thể là tạm thời, khi lực được loại bỏ, bộ phận trở lại hình dạng ban đầu. Sự khác biệt giữa vĩnh viễn và tạm thời là lực có gây ra đủ ứng suất để vượt quá giới hạn chảy của vật liệu hay không. Bạn có thể tìm hiểu thêm các bài viết khác của chúng tôi để biết giới hạn chảy của vật liệu cụ thể.
Deesting là một ví dụ điển hình về cách các bộ phận cắt bằng laser có thể bị cong vênh do ứng suất cơ học. Deesting là khi các bộ phận được tháo ra khỏi tấm sau khi chúng được cắt bằng laser (hoặc bằng bất kỳ phương pháp nào khác). Nếu vật liệu cực mỏng và các chi tiết rất tinh xảo, việc tách các bộ phận ra khỏi vật liệu xung quanh mà không làm biến dạng chúng một chút có thể là một thách thức. Chúng ta cẩn thận với tất cả các bộ phận, nhưng đôi khi các bộ phận đủ tinh xảo để không thể tránh khỏi một lượng nhỏ biến dạng.
Đối với một số hình dạng, kích thước và quy trình nhất định, các tab được sử dụng để giữ phần cắt vào vật liệu xung quanh sau khi cắt. Các tab là những cầu nối nhỏ bằng vật liệu không cắt giữa hình dạng của phần và tấm mà nó được cắt ra. Điều này ngăn các phần bị dịch chuyển sau khi chúng được giải phóng. Sau khi phần được cắt bằng tia laser, các tab này có thể được cắt hoặc bẻ thủ công và phần đó được kéo ra. Tab cần đủ chắc để giữ vật liệu tại chỗ cho đến khi hoàn thành quá trình cắt, nhưng không được chắc hơn. Các mảnh mỏng manh có nguy cơ cong vênh cao hơn khi các tab bị bẻ gãy.
Căng thẳng nhiệt
Thay đổi nhiệt độ có thể gây cong vênh. Thông thường, vật liệu sẽ giãn nở khi được nung nóng và co lại khi được làm mát. Nếu vật liệu được nung nóng hoặc làm mát không đều, nó có thể khiến sự giãn nở/co lại xảy ra không đều, có thể khiến bộ phận bị cong vênh. Đối với nhiều vật liệu, thường là kim loại , bạn có thể tra cứu hệ số giãn nở nhiệt như một đặc tính của vật liệu. Việc cố định hai vật liệu khác nhau (ví dụ như thép và nhôm) với nhau sau đó được nung nóng hoặc làm mát sẽ khiến vật liệu giãn nở/co lại ở các tốc độ khác nhau. Điều này có thể gây cong vênh, ngay cả khi các bộ phận được nung nóng đều.
Vật liệu mỏng đặc biệt dễ cong vênh do thay đổi nhiệt độ. Hàn có thể nhanh chóng làm cong vênh một bộ phận vì các bộ phận được ghép ở nhiệt độ cực cao, sau đó co lại khi nguội trở lại nhiệt độ môi trường. Bạn có thể đã thấy tác động của cong vênh do nhiệt nếu bạn đã từng để một tấm phẳng lớn dưới ánh nắng mặt trời. Nó nóng lên ở một mặt nhiều hơn mặt kia và tấm bị cong vênh. Tương tự như vậy, bạn có thể đã thấy một tấm thép phẳng bị cong vênh khi nhiệt độ lò tăng lên. Mặc dù lò nóng khá đều (mặc dù chúng thường không như vậy), đôi khi hình dạng của bộ phận có nghĩa là nó giãn nở khác nhau ở một mặt so với mặt kia.
Loại bỏ căng thẳng bên trong
Cong vênh do loại bỏ ứng suất bên trong là loại cong vênh phổ biến nhất được thấy trong quá trình cắt laser. Bạn có thể nghĩ rằng ứng suất nhiệt là một mối quan tâm, nhưng quá trình cắt laser diễn ra rất nhanh và cục bộ, nên nó có rất ít tác động đến bộ phận về mặt nhiệt. Thay vào đó, các bộ phận có thể cong vênh khi các vùng vật liệu lớn bị loại bỏ khỏi các tấm phẳng. Tỷ lệ phần trăm vật liệu bị loại bỏ càng cao thì khả năng cân bằng ứng suất bên trong bị ảnh hưởng càng lớn, gây ra cong vênh. Nhìn chung, việc loại bỏ khoảng 50% vật liệu bắt đầu làm tăng khả năng cong vênh.
Điều này không chỉ đúng với cắt laser mà còn đúng với cắt tia nước, các bộ phận định tuyến, các bộ phận phay, cắt plasma…; hầu như bất kỳ phương pháp nào để loại bỏ vật liệu đều có nguy cơ gây cong vênh. Càng loại bỏ nhiều vật liệu thì nguy cơ càng cao, nhưng nguy cơ cũng cao hơn khi có nhiều ứng suất bên trong bên trong bộ phận.
Nguồn gốc của căng thẳng nội bộ
Để hiểu rõ hơn về nơi mà ứng suất bên trong xuất hiện trên các tấm vật liệu phẳng mới, chúng ta cần xem xét cách vật liệu được sản xuất và vận chuyển. Nhìn chung, hầu hết các kim loại được đúc từ dạng lỏng và được đẩy qua một bộ khuôn và con lăn để làm phẳng chúng xuống bất kỳ độ dày nào mà vật liệu đang được sản xuất tại thời điểm đó. Để có thể vận chuyển các tấm vật liệu lớn một cách hiệu quả, chúng được cuộn lại như một cuộn quế hoặc một chiếc bánh burrito.
Bạn thậm chí có thể đã thấy những cuộn lớn này được kéo trên đường cao tốc trên thùng xe tải. Vì hầu hết các vật liệu được bán cho khách hàng cuối cùng dưới dạng tấm phẳng, nên các cuộn cần được làm phẳng trở lại trước khi được cắt thành các hình dạng tấm thông thường. Vì vậy, đúc vật liệu tạo ra ứng suất nhiệt khi nó nguội đi. Ép vật liệu đến độ dày tạo ra ứng suất cơ học để giữ nguyên độ dày đó. Cả hành động cuộn kim loại và sau đó làm phẳng trở lại đều tạo ra đủ loại ứng suất bên trong vào bộ phận.
Mảnh kim loại phẳng đó giờ đã sẵn sàng để cắt bằng laser, được tải với đủ loại ứng suất bên trong, nhưng chúng được cân bằng theo cách mà nó giữ nguyên hình dạng. Nếu những ứng suất đó thay đổi đủ để gây mất cân bằng, bộ phận đó sẽ bị đẩy hoặc kéo theo một cách không thể đoán trước có khả năng gây cong vênh.
Đó là kim loại. Còn những vật liệu khác như ván ép và MDF thì sao? Nguồn ứng suất bên trong của ván ép và MDF không thực sự giống nhau, nhưng ứng suất bên trong vẫn ở đó. Cả ván ép và MDF đều được làm bằng cách dán các vật liệu tự nhiên lại với nhau. Rất hiếm khi vật liệu tự nhiên đẹp, thẳng và đều. Vì cả hai về cơ bản đều là gỗ, chúng xốp và rất dễ bị ẩm. Trong khi thép sẽ bắt đầu rỉ sét khi tiếp xúc với độ ẩm, thì gỗ sẽ hấp thụ độ ẩm và nở ra. Thường thì chỉ cần độ ẩm thay đổi giữa không khí ẩm vào mùa hè và không khí khô hơn vào mùa đông cũng đủ khiến gỗ không được phủ kín bị cong vênh. Điều này đặc biệt đúng khi các bộ phận tiếp xúc với độ ẩm không đều. Nếu bạn đã từng nhặt một đống gỗ 2×4 cong vênh để tìm một thanh tương đối thẳng, thì bạn đã thấy gỗ có thể cong vênh như thế nào.
Ván ép thường được lắp ráp theo hướng vân gỗ xen kẽ. Đó là lý do tại sao ván ép thường ổn định hơn các dạng gỗ tự nhiên hơn (như 2×4). MDF về cơ bản là mùn cưa được đóng gói chặt chẽ và dán lại với nhau. Điều đó làm cho nó rất đồng đều và rất ổn định, nhưng cũng cung cấp cho nó một loạt các bề mặt nhỏ tiếp xúc có thể hút ẩm.
Còn nhựa như UHMW , ABS , HDPE , v.v. thì sao? Nhựa được tạo thành từ các chuỗi polymer dài đan xen và khóa chặt với nhau. Sự đan xen đó làm cho nhựa khá chắc chắn, nhưng cũng tạo ra các ứng suất bên trong tương tự như chúng ta đã thảo luận.
Có một loại vật liệu cuối cùng mà chúng ta muốn thảo luận ở đây, vật liệu composite. Đầu tiên, vật liệu composite là gì? Vật liệu composite đơn giản là nhiều vật liệu được dán lại với nhau. Sợi carbon và G10 là vật liệu composite gồm các sợi carbon hoặc các loại vải khác được dệt lại với nhau theo một số kiểu mẫu được treo trong nhựa cứng. ACM (Vật liệu composite nhôm) là lõi nhựa kẹp giữa hai lớp vỏ nhôm. Vật liệu composite thường có thể được hưởng lợi từ các khía cạnh tốt nhất của các vật liệu khác nhau tạo nên chúng. Nhưng vì chúng được tạo thành từ các vật liệu khác nhau, đôi khi chúng có thể chịu ứng suất bên trong tương tự nhau và chịu các tốc độ giãn nở nhiệt khác nhau.
Mẹo phòng ngừa cong vênh
Được rồi, chúng ta biết một số lý do tại sao các bộ phận có thể cong vênh. Chúng ta có thể làm gì để ngăn ngừa cong vênh? Đôi khi, bạn không thể làm gì cả và cong vênh cứ thế xảy ra, nhưng có một số điều chúng ta có thể làm để giảm khả năng cong vênh.
Trước khi cắt bằng laser
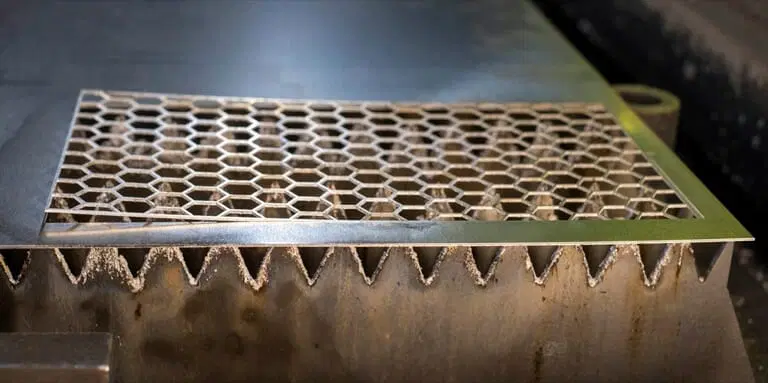
Khi nói đến việc cắt laser các tấm phẳng, càng nhiều vật liệu bị loại bỏ trên một diện tích nhất định thì khả năng cong vênh càng cao. Các hình dạng lưới hoặc hình dạng dài, mỏng có khả năng cong vênh cao nhất khi vật liệu bị loại bỏ. Như đã đề cập ở trên, việc loại bỏ hơn khoảng 50% diện tích bắt đầu làm tăng khả năng cong vênh của bộ phận. Nếu bạn có thể loại bỏ ít diện tích hơn thì điều đó sẽ hữu ích, nhưng đôi khi thiết kế của bạn cần loại bỏ nhiều vật liệu hơn.
Hãy xem xét thủ công từng thiết kế trước khi cắt, để kiểm tra những thứ như khả năng cong vênh. Nếu bạn nghĩ rằng bộ phận của bạn có nguy cơ cong vênh cao, bạn có thể liên hệ với cơ sở gia công cơ khí trước khi cắt laser để thảo luận một số tùy chọn. Đôi khi, cùng một bộ phận có thể được cắt nhiều lần và không cong vênh lần đầu tiên, nhưng cong vênh đáng kể vào lần thứ hai.
Nếu bạn cắt một phần lớn diện tích từ một tấm, bạn có thể cân nhắc xem vật liệu của bạn rộng bao nhiêu. Đôi khi, chu vi rộng hơn hoặc vật liệu lưới có thể đủ để giữ cho các bộ phận phẳng khi chúng được cắt. Một lần nữa, điều này không đảm bảo các bộ phận của bạn sẽ hoặc sẽ không cong vênh, nhưng nó có thể cải thiện tỷ lệ. Khi sử dụng các hình dạng cầu nối để kết nối hình học bị cô lập, mục tiêu tốt là khoảng 2 lần độ dày của vật liệu. Bạn càng có nhiều kết nối thì càng tốt và có thể thoát khỏi các phần mỏng hơn.
Đôi khi chỉ cần thay đổi vật liệu có thể giúp giảm khả năng cong vênh. Thép không gỉ có khả năng cong vênh cao hơn một chút so với thép và nhôm. Vật liệu composite thường rất tốt trong việc chống cong vênh và có thể cung cấp nhiều sức mạnh ở trọng lượng nhẹ.
Sau khi cắt bằng laser
Còn những bộ phận đã cắt thì sao? Nếu bạn định hàn các bộ phận của mình, bạn có thể thử làm nóng đều bộ phận. Nếu bạn có thể hàn đều cả hai mặt, điều đó có thể giúp cân bằng độ co ngót do nhiệt và giảm cong vênh. Nếu bạn có nhiều mối hàn, bạn có thể thử giảm thiểu lượng nhiệt truyền vào bộ phận, bằng cách để nguội giữa các lần hàn hoặc bỏ qua xung quanh bộ phận khi bạn hàn để nhiệt không tập trung quá nhiều vào một vùng nhỏ.
Thiết kế các bộ phận của bạn cứng hơn có thể là một cách tuyệt vời để giảm khả năng cong vênh. Một tấm phẳng sẽ nhạy cảm hơn nhiều với cong vênh so với một tấm có mặt bích cong hoặc gờ, hoặc khuôn lõm trong đó. Hãy xem bài viết của chúng tôi về độ dày vật liệu để biết thêm một số cách để tăng độ cứng cho các bộ phận của bạn.
Nếu các bộ phận của bạn phải chịu sự thay đổi nhiệt độ, việc có độ dày đồng đều hoặc các khu vực tiếp xúc đều có thể giúp các bộ phận nóng lên và nguội đi đều hơn.
Nếu thiết kế của bạn được làm từ các bộ phận bằng gỗ, việc bịt kín hoàn toàn các bộ phận có thể giúp giảm sự hấp thụ độ ẩm. Việc để các bộ phận tiếp xúc đều với không khí cũng có thể giúp chúng hấp thụ độ ẩm đồng đều hơn.
Nếu bộ phận của bạn bị cong vênh thì sao?
Có một bộ phận bị cong vênh không phải lúc nào cũng có nghĩa là bộ phận đó không sử dụng được. Tùy thuộc vào ứng dụng của bộ phận, nó vẫn có thể hoạt động. Đôi khi, một bộ phận bị cong vênh có thể chỉ cần uốn cong trở lại hình dạng mong muốn.
Các bộ phận được lắp ráp lại với nhau có thể tự nhiên uốn cong trở lại thành hình dạng chính xác khi chúng được ghép với các bộ phận khác. Các cụm kim loại tấm nói riêng thường có thể xử lý một lượng nhỏ cong vênh biến mất khi các bộ phận được lắp ráp. Các mảnh kim loại tấm dập trong thân xe hiện đại thường hoạt động theo cách này. Bản thân các bộ phận không hoàn hảo, nhưng khi được lắp ráp lại với nhau, cấu trúc được giữ chặt theo hình dạng mong muốn. Tuy nhiên, không phải tất cả các bộ phận hoặc cụm đều hoạt động theo cách đó, vì vậy bạn có thể cần xem xét các cách khác để giảm cong vênh.
Nếu các bộ phận của bạn cong vênh đáng kể trong quá trình cắt laser, có khả năng đầu laser sẽ đập vào cạnh của bộ phận và làm hỏng bộ phận, laser hoặc cả hai. Đầu laser khá gần với vật liệu, vì vậy không cần cong vênh nhiều để điều này trở thành mối lo ngại. Chúng ta cần cố gắng hết sức để phát hiện các bộ phận như thế này trước khi hư hỏng có thể xảy ra.
Một lưu ý nữa là các bộ phận thường bị cong vênh không thể loại bỏ ba via vì thiết bị loại bỏ ba via của chúng tôi chạy trên bề mặt vật liệu.
Cách tốt nhất để ngăn ngừa cong vênh ở các bộ phận cắt bằng laser
Cong vênh trong quá trình cắt laser thường không mong muốn, nhưng không nhất thiết có nghĩa là một bộ phận bị hỏng. Lý do các bộ phận cong vênh là do mất cân bằng ứng suất bên trong, thông qua việc đưa vào ứng suất mới, về mặt cơ học hoặc nhiệt, hoặc bằng cách loại bỏ một phần ứng suất bên trong hiện có.
Gần như không thể biết chắc chắn một bộ phận có bị cong vênh hay không, nhưng có một số điều chúng tôi đã thảo luận ở đây là những chỉ báo tốt. Chúng tôi cũng đã thảo luận một số điều bạn có thể làm để giảm khả năng cong vênh.
Thông thường, một bộ phận cong vênh có thể được sửa chữa hoặc thậm chí giữ nguyên hiện trạng để sử dụng. Hãy liên hệ trước với cơ sở gia công để biết liệu các bộ phận trong đơn hàng của bạn có khả năng cong vênh trước khi chúng được cắt hay không. Nếu chúng cong vênh trong quá trình cắt laser, họ sẽ liên hệ với bạn để thảo luận về những gì có thể thực hiện.
Hy vọng điều này giúp bạn hiểu rõ hơn lý do tại sao các bộ phận cắt bằng laser bị cong vênh và bạn có thể làm gì khi thiết kế dự án tiếp theo của mình.